

产品分类

立式磨
1、用途
立式磨机,主要用于石灰石、水泥生(熟)料、白云石、方解石、石英、玻璃、高岭石、长石、萤石、硅灰石、重晶石、硅铁、锰铁、铝钒石、磷矿石、钙镁磷肥、尿素、煤、煤矸石、炉渣等各种矿石,工业原材料,成品及废渣的粉磨。
2、工作原理:
立式磨是根据料床粉磨原理来粉磨物料的机械,加压机构提供粉磨压力,同时也借助磨辊与磨盘运动速度差异产生的剪切研磨力来粉碎、研磨料床上的物料。
工作时,电动机通过减速机带动磨盘转动,物料均匀的经下料溜槽进入磨内堆积在磨盘中间,磨盘转动产生的离心力使其移向磨盘的辊道内。磨辊在液压系统和加压机构的作用下,向辊道内的物料施加压力。物料在辊道内碾压后,向磨盘边缘移动,直至从磨盘边缘溢出。磨机在负压下工作,来自风环由下而上的气流将磨碎后物料经磨机上部的出口带出。磨碎后物料经磨机上部分离器分选后, 粗粉重新返回磨盘与喂入的物料一起再粉磨,合格的成品随气流带出机外被收集成为成品,不会重磨。个别难磨的料块以及意外入磨的“三块(木块、石块、铁块)”穿过风环沉落,并通过刮料板经排渣口排出磨外。
磨机进料装置须均匀给料,以便在磨盘上形成适当厚度的料层,同时,磨机内物料输送为负压吸送方式,因此,磨机前面的进料装置还需具备锁风的功能。
磨内装有分级机构进行分选,分级机构由变频器实现无级调速,控制成品物料粒度。
对带有烘干装置的系统,由于风环处热气流速度很高,因此传热速率快,小颗粒瞬时得到干燥,大颗粒表面被烘干,在返回重新粉碎的过程中得到进一步干燥。
3、安装与调试
3.1基础
按设备制造方提供的基础平面图,结合生产平面确定磨机的X、Y轴线,基础坑深度根据土地挖填方情况由土建工程师确定,原则上要求按设备所承受的负荷以及基础应承受的弯矩确定,如需配筋,由土建设计师确定,油管,电缆管线原则上应走地沟槽,并加盖沟槽板,沟槽形状的尺寸和走向由工艺总工确定,并与基础同时施工。
基础砼强度等级不低于C25。表面1∶3水泥砂浆找平,不平度≤10mm,油缸基础应与磨机基础做成一个整体。对填方土质,需夯实,必要时需打桩,沉降稳定后方可施工。
3.2吊装
主机在吊装时,可利用机器上的起吊口起吊,并由专业吊车工操作。
在吊装时,均应在钢丝绳和机器之间垫上软物,不要碰伤机器的薄弱部分,起吊过程中应随时防止机器翻倒。
3.3安装
3.3.1首先按制造方提供的安装定位图吊装如下机体(如图一);
下壳体上的标记应与支架上的标记相对应
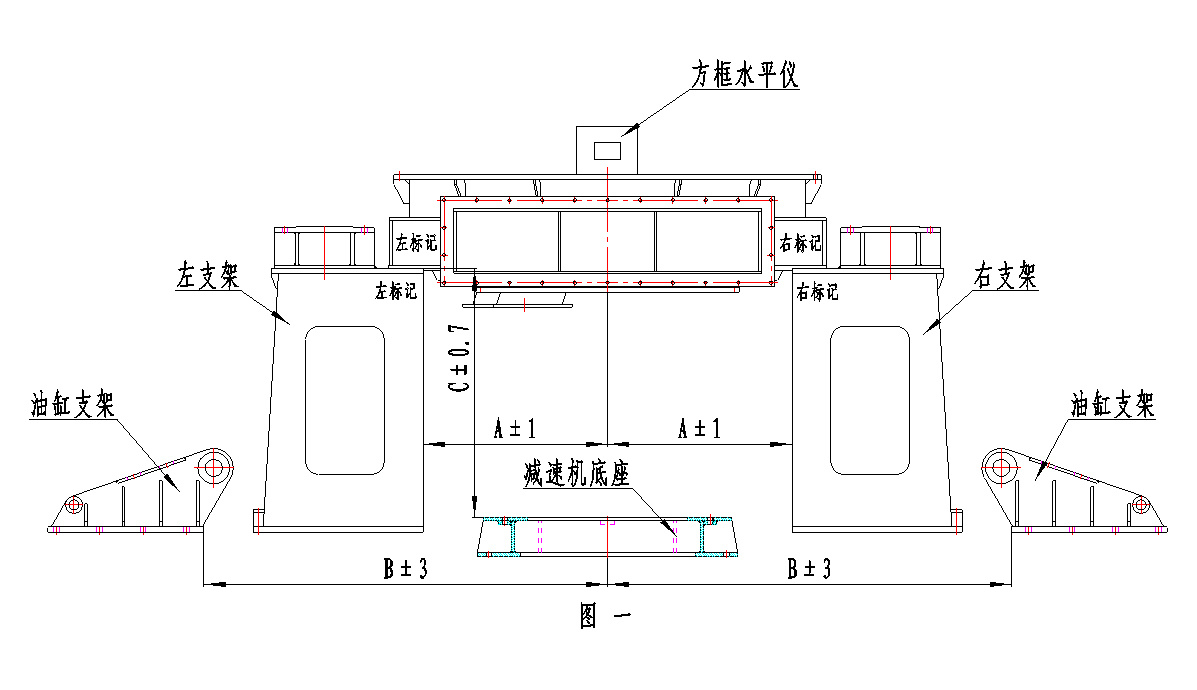
并按磨机X、Y轴线定位(如图二);
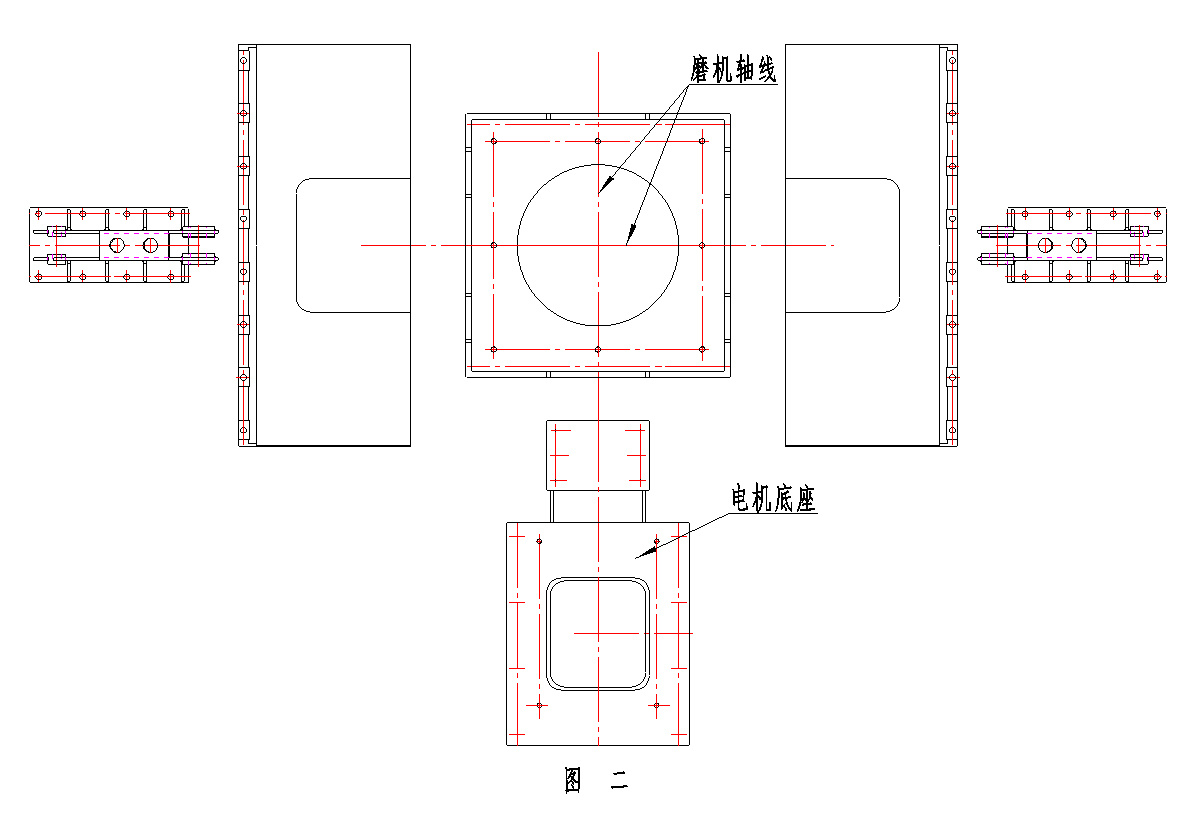
其各部位相互之间的误差控制在标定范围内,水平误差≤2/1000mm,用斜垫铁调整。注意:电机底座上平面与减数机底座上平面相距为E,误差在正2mm范围内水平误差≤2/1000mm(如图三);

数 据 表
| A | B | C | D | E |
| 1523 | 3475 | 2315 | 1620 | 75 |
安装基本就位后,在检测两支架相互之间的水平度,误差小于2/1000mm,各机件与X、Y轴误差≤2mm,调整完整后对地脚螺钉孔做二次灌砼,并捣实,地脚螺栓不得歪斜,待砼干固两周后拧紧地脚螺栓,同时再次用方框水平仪,纵、横向调整水平,并在各机件空隙处用水泥沙装填充密实。
3.3.2总装顺序
(1)将下壳体与两支架焊牢,注意定位刻线(该定位刻线是制造厂出厂总装时提供的);
(2)将减速机移入下壳体下面,并按定位位置拧紧螺栓;
(3)将磨盘及装配到减速机上,并固定好衬板;
(4)磨辊总成按定位刻线吊装,拧紧螺栓,打入定位销,同时将加压检修油缸装配在油缸座上;
(5)将两边的磨辊摇臂总成分别按标记装在两支架上(如图四);
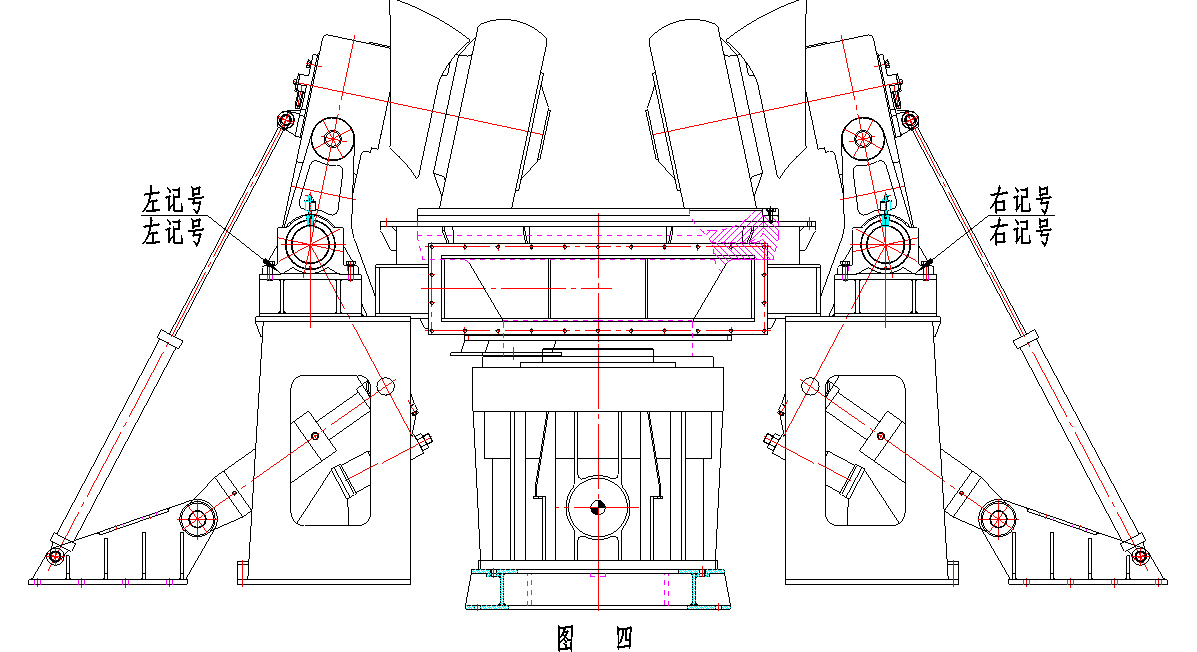
此时特别注意在磨盘上垫衬50mm厚木板,并轻放磨辊,避免相互撞击,两轴承座必须落入止口内,且轴承座与支架的记号和定位限位刻线吻合后,压紧轴承座螺栓;
(6)调整磨辊限位螺钉直至抬辊高度距离磨盘衬板7-10mm;
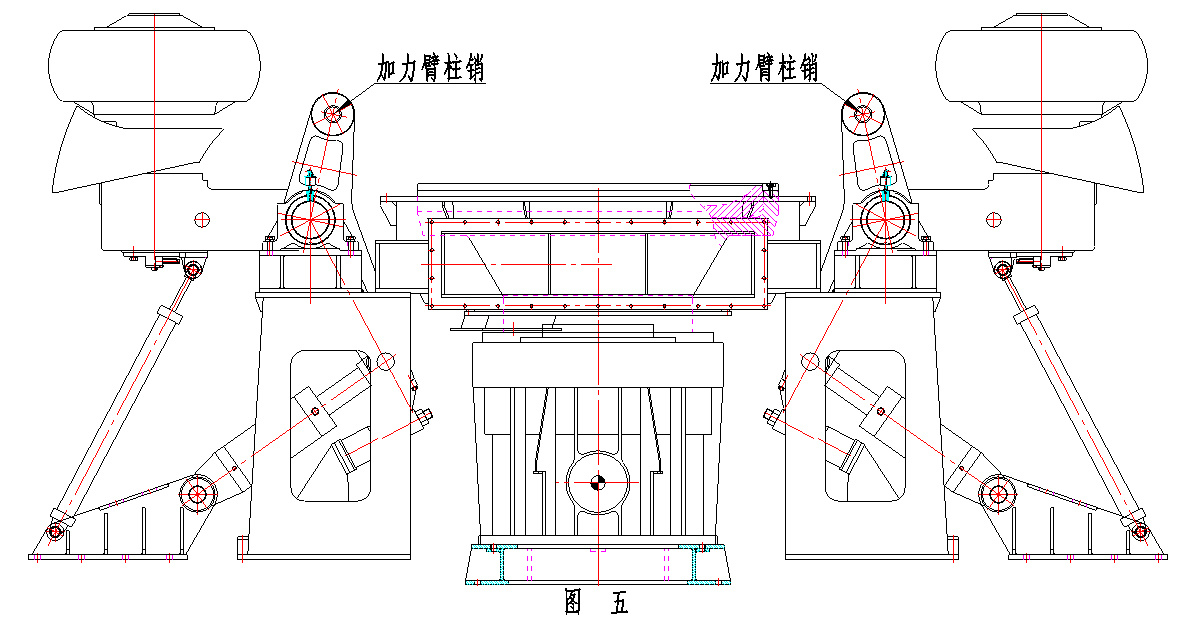
(7)拆出加力臂柱销,用吊车将磨辊慢慢翻出,并用检修油缸将其支撑稳(如图五);
(8)将上壳体总成分离机总成按定位刻线吊装,上、下壳体之间和上壳体与分离机之间的连接法兰间垫1mm厚石棉红纸板,最后将螺栓分别均匀紧固;
(9)连接加压油缸和检修油缸,并将其油管接通;
(10)最后吊装电动机,注意调校电动机的输出轴与减速机输入轴同心度误差0.08mm,用百分表进行校正。
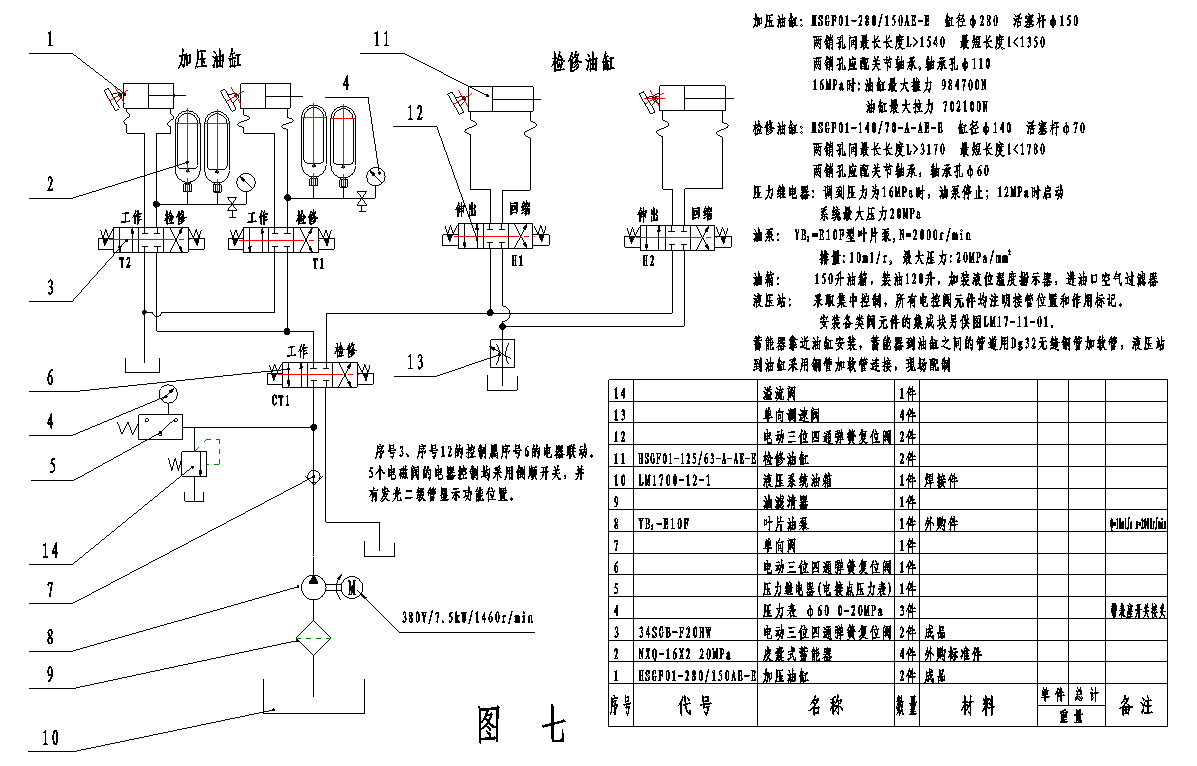
3.3.3按本说明书提供的润滑,液压系统图连接管路(图六,图七)
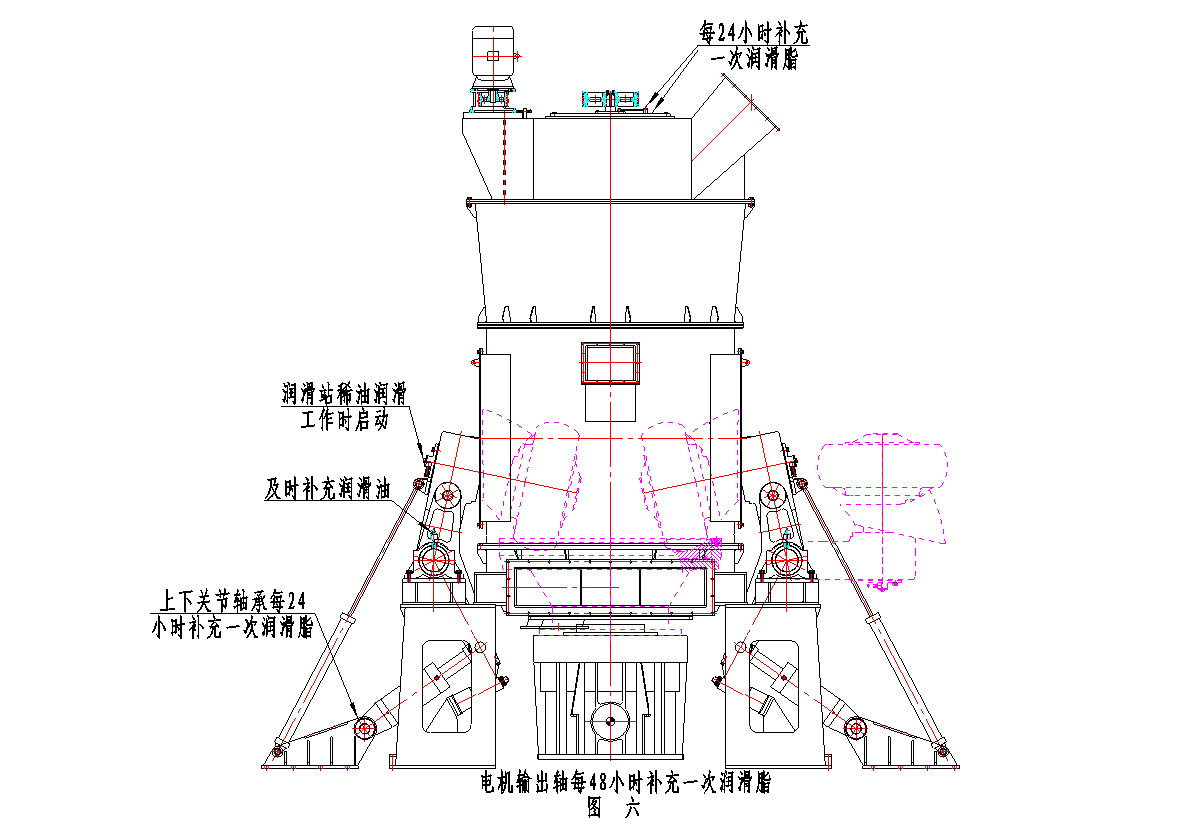
速机的润管路及润滑站的管路连接以生产厂提供的说明书为准(附件一、附件二)磨辊润滑系统由本公司提供;连接磨辊润滑站的油管用无缝钢管加软管连接,连接液压站与检修油缸的油管用无缝钢管加软管连接,连接 液压站与加压油缸的联结点的油管用无缝钢管连接,连接稀油润滑站与减速机的油管用无缝钢管连接,钢管要求做酸洗除锈镀锌,焊接牢固可靠,耐压不得渗漏,管路布置整齐合理,在管道拐弯处用弯管机弯管,并用压缩空气吹净管内杂物,注意减速机的回油管应放坡度30/1000回油箱。
3.3.4液压系统:液压油箱内按要求加油至油标高度的80%,检查并保证电机运转方向是否正确。液压油牌号:N46#液压油。溢流阀调定初始工作压力为8MPa、电接点压力表调定压力为:上限14MPa,下限8MPa。今后在实际生产中,可根据物料情况及系统保压时间,可对上述调定压力范围适当调整,但最高压力不得超过16MPa,使用检修油缸翻转磨辊时,可再适当调整油压压力,同时调整油缸背压(调速阀)让磨辊慢慢翻出。
3.3.5通过充氮工具,将蓄能器充入低压干燥氮气,充气压力一般为液压系统工作压力的90%至最高系统压力的25%之间。充入的氮气不得用其他气体替代。设备出厂时应充好氮气,但设备闲置半年以上或一年以上应检查补充氮气。
3.3.6润滑油系统:磨辊润滑油箱内按要求加油至油标高度的80%,润滑油牌号:N46#润滑油。启动润滑油泵,保证电机运转方向正确,检查各润滑点给油达到正常。回油视窗用于观察磨辊内轴承润滑油回油情况, 视窗面须保持清洁,已便观察回油情况。减速机的润滑要求参照减速机润滑使用说明书。
3.3.7设备工作状态,(工作时,须拆下检修油缸活塞杆与摇臂的连接销),此时, 启动液压油泵,将前置换向阀打到工作挡位,操作工作换向阀,检查摇臂工作油缸动作是否符合要求。前置换向阀,工作换向阀均为三位四通换向阀,停机状态时,手柄均须置于中间位置。以免下次开机出现误动作损坏设备。
3.3.8设备检修状态,(检查时,须拆下加力臂两端的柱销连接检修油缸与摇臂的连接销),此时, 启动液压油泵,前置换向阀打到检修挡位,操作检修换向阀,检查检修油缸动作是否符合要求。
3.3.9液压系统使用与调整详见液压系统使用说明书。(附件四)
安装调试运行中的其他要求,参见5.1:开机前的准备工作。
3.3.10拆卸上壳体密封门,启动液压系统,利用检修油缸将磨辊复位并装好加力臂柱销,盖上密封门,检查各缝隙是否均匀,密封是否已密封好后即可进入试运行状态。
4、单机试运行与系统带料运行
本机的试运行,主要是对减速机,电控系统以及润滑系统液压系统进行预运行,预(试)运行时间,请严格按照减速机使用说明书执行。
本机带负荷(物料)须在系统中运行,因此,粉磨物料前需连接并开启作业系统相关设备,下面仅重点介绍单机运行要求。
4.1 开机前的调试及准备工作
4.1.1 检查电流电压是否与要求相符,检查电气线路是否符合图纸要求。
4.1.2 严禁在机器上堆放杂物,并清除周围其他无关物件。
4.1.3 检查各联接螺栓,紧固螺栓是否拧紧。
4.1.4 清除主机内杂物。
4.1.5润滑:除下面(详见5.1.6)润滑油泵供油润滑外,还需按规定对各润滑脂加油点加油进行润滑,润滑脂应清洁干净。
4.1.6 打开润滑油泵,对各润滑点供油,达到各部位油标高度。检查回油视窗, 磨辊内轴承润滑油回油须畅通.检查各处有无漏油现象, 润滑油使用前应过滤。
4.1.7打开液压油泵,工作油压控制在8MPa内,操纵手动(电动)换向阀,使加压油缸处于加压工作位置;此时液压系统应无泄漏。
4.1.8 操纵手动换向阀,反复多次压下磨辊,调整好限位螺栓,使磨辊与磨盘之间保持7-10mm间隙,以使主机电机启动时处于空载状态。
4.1.9启动减速机稀油润滑站,待各部位自动控制点达到减速机电动机启动条件时(稀油站油压力与主电机之间联动互锁)主电机方能起动,待主电机进入正常工作状态后,空车运行30分钟无异常情况,停机检查各联结螺栓不得有松动,磨辊与磨盘之间间隙不得有变化,再空车运行12小时,检查油压、油温、电压、电流等各控制点,正常情况下,减速机油泵均不得有杂音,高温现象。
4.2带料运行
4.2.1以上各项调试工作达到要求后可进行带料运行。磨机的进料斗前的输送设备必须装有除铁装置有效的去除物料中的铁件。磨机带料运行时,物料输送为负压吸送方式,因此,磨机的进料口前须安装有下料锁风装置, 使磨机的进料口与大气隔离,以保证磨机带料运行时, 进料口处于锁风状态。
4.2.2打开通风系统,使风量风压达到正常工作状态。
4.2.3调整给料装置,少量均匀加入物料,物料粒度须≤35mm.然后根据物料细度检测情况,适度调整分离器转速达到成品料细度合适为止。根据排渣口出料情况,逐步加大进料量,如排渣口出料过多,需减少物料进料量。系统风量风压达不到要求, 也会造成排渣口出料过多。
4.2.4运行中, 经常观察限位装置的位置是否恰当,电压,电流表,液压油压力表是否正常。经常了解入磨物料的粒度、成分,和综合水分等参数,适时调整油缸工作压力和入磨风量及风温。发现不正常情况,及时处理。
4.3停机
4.3.1立磨停机前,必须先停止给料,将磨盘内的物料磨细输送完后,再停磨机主电机、分级机电机,最后停除尘系统。
4.3.2停止液压泵、润滑泵电机。将前置换向阀,工作换向阀手柄置于中间位置以备下次启动。
5、停机顺序
5.1停给料装置。
5.2停主机电机(观察主机电机电流,当接近空载电流时才停主电机)。
5.3停粉磨系统(除尘器、主风机等)。
5.4停分离机。
5.5停液压油泵(停泵后将换向阀打到中间位置)。
5.6停润滑油泵。
6、维护检修
6.1 利用停机时间检查磨损件的磨损状况,以便确定更换时间,保证设备正常运转。检查各螺帽、螺栓是否有松动现象,并及时拧紧。
6.2 尽量保证辅机安全运转,以减少磨机和排风机的频繁开停和空转。
6.3 油管出现渗漏,需及时进行修补, 油管修补必须用电焊焊接, 并用压缩空气吹净管内杂物方可进行安装。
6.4按图6所示部位进行润滑油的定期补充。
7、生产中可能出现的故障及处理办法
在生产过程中,主机可能出现下述故障,请用户按表中处理办法自行处理并做好详细记录。若出现用户解决不了的故障,请及时通知本公司售后服务部派员处理。
故障及对策表:
| 现 象 | 原 因 | 处理办法 |
| 产品较粗 | 分离器转速太低 | 调高分离器转速 |
| 给料量太大或不均匀 | 降低给料量或调整给料装置 | |
| 碾辊与耐磨衬板间隙过大或不均匀 | 调整间隙 | |
| 给料粒度太大 | 降低给料粒度 | |
| 物料太湿 | 防潮或烘干 | |
| 碾辊或耐磨衬板已严重磨损 | 更换 | |
| 产品太细 | 分离器转速太高 | 降低转速 |
| 碾辊、耐磨衬板急剧磨损 | 铁件掉入机内 | 应立即停机,取出铁件并更换已损坏部件 |
| 磨辊卡死或运转不灵 | 停机,拆下检查,修复或更换 | |
| 突然停机、急剧振动、磨辊无法转动 | 突然停电或电气保护切断电源使主机停机或给料量太大造成机内物料堵塞、进料颗粒不均齐 | 检查电路,使之正常 抬高磨辊,切断电源,打开检查门清理物料 |
| 机内卡有杂物 | 清除物料,取出杂物 |
8、电气控制
电气控制与参数调整详见电控柜使用说明书。
9、安全操作规程
1、操作人员应详细了解使用说明书内容和熟悉机器性能。
2、要求有严格的交接班制度,班内应设有记录本,详细记录机器的运行情况,包括机械运行、润滑、温升、密封等情况及班产量、质量、电压、电流以及发生的故障等。
3、开机和停机必须严格按第四、五节规定进行。
4、工作地点应保证清洁,禁止在机房内堆放他物,每班下班时应停机将机器外表擦拭干净。
5、禁止在机器运转时修理、注油和擦拭。
6、严禁机器带病工作,一旦发现故障,应立即停机检修,修理好后才允许继续开机。
7、确保给料的连续性及均匀性。
8、禁止杂铁等进入机内。
10、其它事项说明
1、磨机因结构变化引起易损件及标准件等变化,恕不另提供说明书。
2、根据用户系统设计和基础施工的需要,公司将提供详细的基础图。
上一页
无
下一页

